Categoria: Blog
Mapeamento do Fluxo de Valor
Marcelo Toledo • 29/02/2020 • 6 anos atrásDo Sistema Toyota de Produção à consolidação do VSM como instrumento estratégico de transformação enxuta
O Mapeamento do Fluxo de Valor (Value Stream Mapping – VSM) evoluiu, nas últimas décadas, de um conhecimento restrito às práticas internas da Toyota para uma ferramenta amplamente difundida entre organizações que buscam compreender seus fluxos de valor de forma sistêmica e estruturar a transformação enxuta de maneira consistente.
Essa disseminação está diretamente associada à consolidação do pensamento do Sistema Toyota de Produção (STP) fora do Japão e à sistematização do método por autores como Aprendendo a Enxergar, que transformaram práticas empíricas do chão de fábrica em um método estruturado de análise e desenho de fluxos (Rother; Shook, 2009).
No contexto da Produção Enxuta, o VSM é utilizado para reduzir a linha do tempo entre o pedido do cliente e a entrega do produto ou serviço, atacando desperdícios estruturais que não são visíveis quando se analisam processos de forma isolada.
O que é um Mapa do Fluxo de Valor?
Um Mapa do Fluxo de Valor é uma representação visual integrada do fluxo de materiais e do fluxo de informações necessários para entregar um produto ou serviço a partir de uma família de produtos específica.
Segundo Rother e Shook (2009), o VSM permite:
-
Enxergar o funcionamento sistêmico do fluxo de valor;
-
Identificar desperdícios ao longo da cadeia;
-
Compreender como decisões de programação e controle afetam o desempenho global;
-
Projetar estados futuros mais enxutos e coerentes com os princípios do STP.
O conceito de fluxo de valor refere-se a todas as ações — agregando valor ou não — necessárias para conduzir um produto por dois fluxos essenciais (Womack; Jones; Roos, 1990; Rother; Shook, 2009):
-
Fluxo de produção: da matéria-prima até o cliente final;
-
Fluxo de desenvolvimento do produto: da concepção ao lançamento.
Essa definição reforça que o VSM não se limita ao chão de fábrica, mas pode — e deve — ser aplicado a processos administrativos, de serviços, desenvolvimento de produtos e cadeias de suprimentos.
Por que utilizar o Mapeamento do Fluxo de Valor?
O VSM é utilizado para orientar melhorias de médio e longo prazo, evitando o erro clássico de otimizar processos isolados que não resultam em ganhos sistêmicos.
De acordo com Liker (2005) e Monden (2011), uma das principais forças do STP está na capacidade de enxergar o fluxo como um todo, alinhando decisões operacionais à lógica da criação de valor para o cliente.
Nesse sentido, o VSM ajuda as equipes a:
-
Visualizar desperdícios estruturais;
-
Identificar gargalos e acúmulos de estoque;
-
Compreender a relação entre fluxo físico e fluxo de informações;
-
Mapear o estado atual do processo;
-
Projetar um estado futuro alinhado aos princípios enxutos;
-
Estruturar um plano coerente de transformação do fluxo de valor.
O VSM como ferramenta sistêmica de gestão
Diferentemente de ferramentas analíticas pontuais, o VSM atua como uma ferramenta de diagnóstico sistêmico, permitindo identificar:
-
Etapas do processo e sua sequência lógica;
-
Tempos de ciclo, tempos de espera e lead time;
-
Estoques intermediários e WIP;
-
Forma de condução do fluxo (empurrado ou puxado);
-
Indicadores de desempenho relevantes;
-
Oportunidades estruturais de melhoria.
Essa abordagem está alinhada ao pensamento de Ohno (1997), segundo o qual os maiores desperdícios não estão em operações individuais, mas na forma como o fluxo é organizado e gerenciado.
Etapas iniciais do Mapeamento do Fluxo de Valor
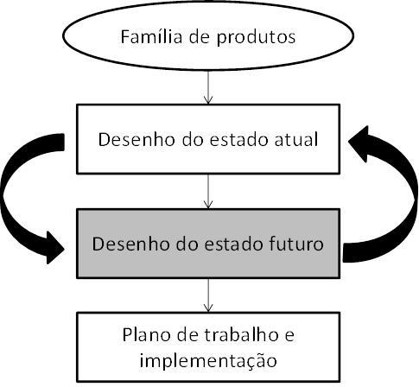
Figura 1 – Etapas iniciais do mapeamento do fluxo de valor, desde a seleção da família de produtos até a definição do estado futuro. Fonte: Rother e Shook (2009).
O ponto central é que o VSM não é um exercício de escritório, mas uma atividade de observação direta no gemba, princípio amplamente defendido por Imai (2012).
Dados típicos utilizados no VSM
No mapeamento do fluxo de valor, são coletados dados que permitem compreender o desempenho real do sistema, tais como:
-
Tempo de ciclo (T/C);
-
Tempo de troca (setup);
-
Tamanho de lote (TPT);
-
Disponibilidade real do processo;
-
Número de operadores;
-
Tempo disponível de trabalho;
-
Taxa de refugo ou defeitos.
Esses dados não devem ser estimados, mas observados diretamente, conforme reforçado pelo princípio do genchi genbutsu (Ohno, 1997; Liker, 2005).
Conceito de valor agregado e classificação do trabalho
No STP, valor é definido estritamente a partir da perspectiva do cliente. Assim, as atividades de um fluxo de valor podem ser classificadas em três categorias (Shook; Narusawa, 2009):
-
Atividades que realmente agregam valor;
-
Atividades que não agregam valor, mas são necessárias no estado atual;
-
Atividades que não agregam valor e devem ser eliminadas.
Essa classificação — conhecida como DNA do trabalho — é fundamental para evitar racionalizações equivocadas e sustentar melhorias baseadas em fatos.
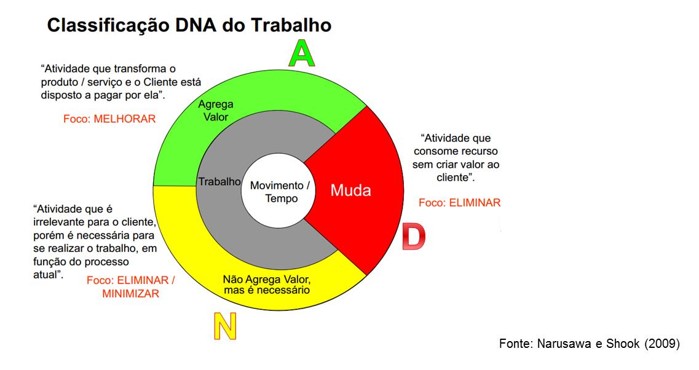
Figura 2 – Classificação DNA do trabalho, segundo a contribuição das atividades para a agregação de valor ao cliente. Fonte: Narusawa e Shook (2009).
Mapeamento do Fluxo de Valor – Estado Atual
Uma prática recomendada é que cada membro da equipe desenhe sua própria versão do mapa. As diferenças entre os mapas revelam percepções distintas do processo e ajudam a construir uma compreensão coletiva mais precisa do fluxo real.
O desenho do mapa do fluxo de valor do estado atual segue, de forma resumida, a seguinte sequência lógica (Rother; Shook, 2009):
-
Identificação do cliente e de sua demanda, definindo volumes, frequência de pedidos, mix de produtos e requisitos de entrega.
-
Mapeamento do fluxo de informações, iniciando pelo cliente, passando pela função de planejamento e controle da produção, e alcançando os processos produtivos e fornecedores.
-
Representação dos processos produtivos principais, dispostos da esquerda para a direita conforme a sequência real do fluxo de material, independentemente do layout físico.
-
Coleta de dados diretamente no processo (gemba), registrando tempos de ciclo, tempos de troca, disponibilidade, número de operadores e tamanhos de lote para cada processo.
-
Identificação dos pontos de parada, estoques intermediários e WIP, evidenciando onde o fluxo é interrompido e o material se acumula.
-
Construção da linha do tempo, consolidando o lead time total e os tempos de agregação de valor ao longo de todo o fluxo.
Normalmente, observa-se que o tempo de agregação de valor representa apenas uma pequena fração do lead time total, evidenciando o potencial de melhoria do fluxo.
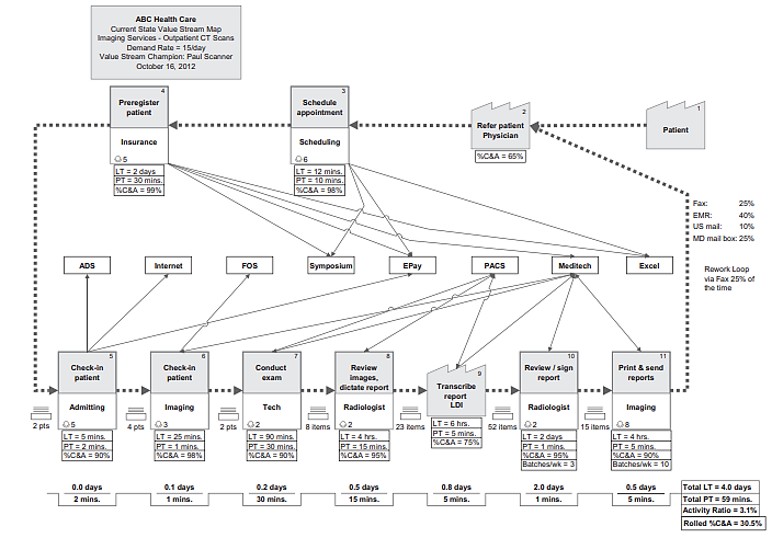
Figura 3 – Mapa do Fluxo de Valor do Estado Atual, representando o fluxo de materiais e informações, estoques intermediários e a linha do tempo do processo.
Fonte: Martin, K.; Osterling, M. (2014).
Mapeamento do Fluxo de Valor – Estado Futuro
Após compreender profundamente o estado atual, o próximo passo é projetar um estado futuro que incorpore os princípios fundamentais do pensamento enxuto.
Segundo Rother e Shook (2009) e Monden (2011), o desenho do estado futuro deve considerar, entre outros pontos:
-
Produção orientada pelo takt time;
-
Implementação de fluxo contínuo sempre que possível;
-
Uso de supermercados onde o fluxo contínuo não é viável;
-
Definição clara do processo puxador;
-
Nivelamento do mix e do volume de produção (heijunka);
-
Redução sistemática dos tempos de troca;
-
Capacidade de produzir “toda peça todo dia”, evoluindo gradualmente.
O objetivo não é criar um mapa idealizado, mas um estado futuro factível, que sirva como referência para um plano estruturado de implementação do fluxo de valor.
VSM e melhoria contínua
O VSM não é um evento isolado. Uma vez implementado o estado futuro, ele se torna o novo estado atual, a partir do qual um novo ciclo de melhoria deve ser iniciado.
Essa lógica está diretamente alinhada ao conceito de kaizen como prática contínua de aprendizado organizacional (Imai, 2012) e ao uso do VSM como instrumento de gestão e não apenas de diagnóstico.
Referências
IMAI, M. Gemba Kaizen: a commonsense approach to a continuous improvement strategy. New York: McGraw-Hill, 2012.
LIKER, J. K. The Toyota Way: 14 management principles from the world’s greatest manufacturer. New York: McGraw-Hill, 2005.
MARTIN, K.; OSTERLING, M. Value Stream Mapping: how to visualize work and align leadership for organizational transformation. Boca Raton: CRC Press, 2014.
MONDEN, Y. Toyota Production System: an integrated approach to just-in-time. 4. ed. New York: Productivity Press, 2011.
OHNO, T. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
NARUSAWA, T.; SHOOK, J. Kaizen Express: fundamentos para sua jornada lean. São Paulo: Lean Institute Brasil, 2009.
ROTHER, M.; SHOOK, J. Aprendendo a Enxergar: mapeando o fluxo de valor para agregar valor e eliminar o desperdício. São Paulo: Lean Institute Brasil, 2009.
Deixe seu comentário

