Categoria: Blog
Lean Construction: o que é isso?
Marcelo Toledo • 6/03/2020 • 6 anos atrásPara compreender o que é Lean Construction, é necessário, antes, compreender a filosofia que lhe dá origem: o Sistema Toyota de Produção (STP). A construção enxuta não surge como um conjunto de ferramentas isoladas, mas como a adaptação de princípios de gestão da produção a um setor com características próprias, elevada complexidade e forte variabilidade.
Origem do Sistema Toyota de Produção
O STP teve início no Japão, na década de 1950, a partir do trabalho desenvolvido por Taiichi Ohno, engenheiro e executivo da Toyota Motor Company, com contribuições relevantes de Shigeo Shingo, engenheiro de produção que atuou como consultor externo no desenvolvimento e aperfeiçoamento de métodos produtivos.
Após visitas às plantas da Ford Motor Company, nos Estados Unidos, Ohno percebeu que o modelo de produção em massa — baseado em grandes volumes, padronização extrema e abundância de recursos — era inviável para o Japão do pós-guerra, que enfrentava severas restrições econômicas, financeiras e materiais.
Como o próprio Ohno destaca:
“O Sistema Toyota de Produção desenvolveu-se a partir de uma necessidade. Certas restrições no mercado tornaram necessária a produção de pequenas quantidades de muitas variedades de produtos sob condições de baixa procura” (Ohno, 1997).
Produção em massa versus Sistema Toyota de Produção
Enquanto a produção em massa pressupunha mercados amplos, demanda estável e economias de escala, o STP foi concebido para operar em um ambiente de alta variedade, baixos volumes e forte pressão por custos.
Segundo Womack et al. (1990), em The Machine That Changed the World, os engenheiros japoneses buscaram combinar:
-
a flexibilidade e a qualificação da produção artesanal;
-
com a eficiência e os custos reduzidos da produção em massa.
O objetivo era produzir muitos modelos, em pequenas quantidades, sem aumentar os custos de produção, rompendo com o paradigma clássico de trade-off entre custo, qualidade e prazo.
Eliminação de desperdícios como fundamento do STP
O elemento central do STP é a eliminação sistemática dos desperdícios (muda). Inicialmente, foram definidos sete desperdícios:
-
superprodução;
-
defeitos e retrabalho;
-
processamento inadequado;
-
movimentos desnecessários;
-
transportes desnecessários;
-
estoques excessivos;
-
esperas.
Posteriormente, reconheceu-se um oitavo desperdício: o desperdício intelectual, associado ao não aproveitamento da capacidade das pessoas.
Nesse contexto, desperdício é entendido como toda atividade que consome recursos sem gerar valor percebido pelo cliente.
Lean e a crise do petróleo de 1973
Embora o STP estivesse em desenvolvimento desde os anos 1950, foi a partir da crise do petróleo de 1973 que seus resultados se tornaram mais evidentes. Enquanto diversas empresas enfrentaram quedas severas de desempenho, a Toyota demonstrou maior resiliência, reforçando o interesse internacional por seu sistema de produção.
Da Toyota ao Lean Manufacturing e ao Lean Thinking
A difusão do STP no Ocidente ocorre principalmente após a publicação de The Machine That Changed the World, quando o sistema passa a ser conhecido como Lean Manufacturing.
Womack et al. (1990) descrevem esse sistema como:
-
produção puxada e orientada ao fluxo;
-
uso do Just in Time e estoques reduzidos;
-
foco em prevenção de defeitos;
-
trabalho em equipes multifuncionais;
-
integração estreita com fornecedores e clientes.
Posteriormente, Womack e Jones (1996), em Lean Thinking, ampliam esses conceitos para além da manufatura, estruturando cinco princípios fundamentais:
-
Especificar valor
-
Identificar o fluxo de valor
-
Criar fluxo contínuo
-
Produção puxada
-
Busca da perfeição (melhoria contínua)
Por que a construção exige uma abordagem própria?
O modelo tradicional de conversão na construção civil
Historicamente, a gestão da produção na construção civil foi baseada no modelo de conversão. Nesse modelo, a produção é compreendida essencialmente como um conjunto de atividades de transformação, nas quais insumos (inputs) são convertidos em produtos intermediários ou finais (outputs).
Sob essa lógica, o foco recai quase exclusivamente sobre as atividades que transformam materiais, como:
-
execução de estruturas de concreto;
-
montagem de alvenaria;
-
instalações elétricas e hidráulicas;
-
aplicação de revestimentos;
-
acabamento final.
Cada etapa tende a ser tratada como processo independente, avaliado por indicadores locais (produtividade de mão de obra, custo direto, prazo de execução).
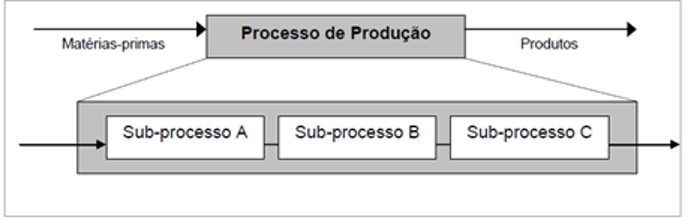
Figura 1 – Modelo de conversão. Fonte: Koskela (1992).
Exemplo típico do modelo de conversão
Considere a execução de uma estrutura de concreto armado. No modelo tradicional, essa atividade costuma ser decomposta em subprocessos, tais como:
-
montagem de fôrmas;
-
corte e dobra de armaduras;
-
montagem das armaduras;
-
concretagem.
Cada subprocesso é planejado, orçado e controlado separadamente, sob o pressuposto de que a otimização local levará automaticamente à otimização do todo.
O que o modelo de conversão não enxerga
O ponto crítico do modelo tradicional de conversão é que diversas atividades essenciais ao processo produtivo não são explicitadas nem gerenciadas, tais como:
-
transporte de materiais no canteiro;
-
espera por liberação de frentes de trabalho;
-
falta ou atraso de insumos;
-
retrabalhos decorrentes de incompatibilidades de projeto;
-
inspeções e liberações;
-
deslocamentos improdutivos de equipes;
-
paralisações causadas por interferências entre atividades.
Embora essas atividades não transformem diretamente o produto, elas consomem tempo, recursos e capacidade produtiva. No entanto, como não aparecem explicitamente no modelo de conversão, tendem a ser tratadas como inevitáveis ou “parte natural” da obra.
Limitações do modelo tradicional de conversão
Do ponto de vista conceitual, essas omissões decorrem de limitações estruturais do próprio modelo. Segundo Koskela (1992), o modelo tradicional de conversão apresenta lacunas importantes:
-
ignora explicitamente as atividades de fluxo, apesar de serem responsáveis por parcela significativa dos custos e do tempo total de produção;
-
direciona os esforços de melhoria para subprocessos isolados, em vez de para o sistema de produção como um todo;
-
favorece a subotimização, ao assumir que melhorias locais resultarão automaticamente em ganhos globais;
-
desconsidera, de forma sistemática, os requisitos dos clientes internos e externos.
Essas limitações decorrem da definição restrita de produção como simples transformação de insumos em produtos, o que reduz o campo de atuação da gestão da produção às atividades de conversão.
Consequências práticas na gestão de obras
As limitações conceituais do modelo de conversão manifestam-se diretamente na prática da gestão de obras, dando origem a problemas recorrentes, tais como:
-
foco excessivo em produtividade local, mesmo quando o fluxo global do processo está comprometido;
-
dificuldade em identificar as causas reais de atrasos, custos adicionais e retrabalhos;
-
ocorrência frequente de subotimização do sistema produtivo;
-
baixa previsibilidade de prazos e resultados;
-
conflitos recorrentes entre equipes, subempreiteiros e fornecedores.
Esses problemas não são falhas pontuais de execução, mas consequências diretas do modelo conceitual adotado, o que explica sua recorrência em diferentes obras e contextos organizacionais.
Origem e fundamentos da Lean Construction
É dessa lacuna conceitual que surge a Lean Construction. O conceito é formalizado a partir dos trabalhos de Lauri Koskela, especialmente no relatório técnico Application of the New Production Philosophy to Construction (1992), desenvolvido na Stanford University.
A partir desse movimento, consolida-se o International Group for Lean Construction, rede internacional dedicada ao desenvolvimento e disseminação da abordagem.
A Lean Construction não propõe “copiar” o modelo industrial da Toyota, mas reinterpretar os fundamentos do STP à luz das particularidades da construção, promovendo uma mudança conceitual profunda.
Modelo de processo da Lean Construction
Koskela propõe um modelo de produção baseado em fluxos, no qual o processo é composto por:
-
transporte;
-
espera;
-
processamento (conversão);
-
inspeção.
Apenas o processamento agrega valor; as demais atividades são desperdícios e devem ser reduzidas.
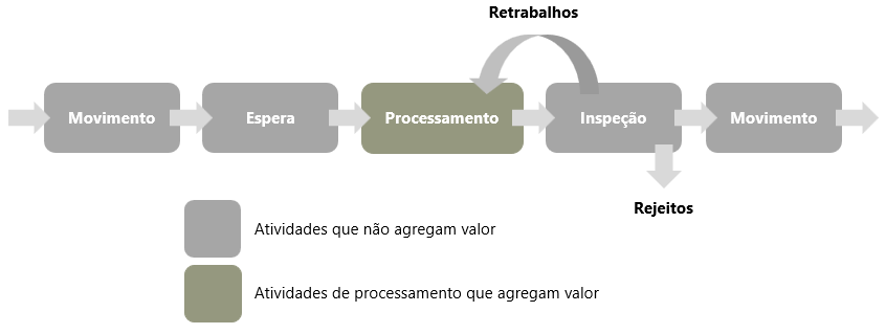
Figura 2 – Modelo de processo da Lean Construction. Fonte: Adaptado de Koskela (1992).
Princípios da Lean Construction
Com base na concepção de produção como um sistema integrado de fluxos e conversões, Koskela (1992) propõe 11 princípios fundamentais da Lean Construction. Esses princípios não devem ser interpretados como regras operacionais isoladas, mas como diretrizes de gestão da produção, orientadas à redução de perdas e ao aumento do valor entregue ao cliente.
I. Reduzir a parcela de atividades que não agregam valor
Princípio fundamental segundo o qual a eficiência do processo pode ser melhorada não apenas pela otimização das atividades de conversão, mas também — e principalmente — pela redução/eliminações das atividades de fluxo que consomem tempo, recursos ou espaço sem contribuir para o atendimento das necessidades do cliente. Para isso, é essencial tornar visíveis as atividades de fluxo, por exemplo, por meio do mapeamento do processo (Koskela, 1992).
II. Aumentar o valor do produto por meio da consideração das necessidades dos clientes
O valor não é inerente ao processo de conversão: ele é gerado pela satisfação dos requisitos dos clientes, internos e externos. Esse princípio requer identificar claramente essas necessidades e incorporá-las tanto ao projeto do produto quanto à gestão da produção (Koskela, 1992).
III. Reduzir a variabilidade
A variabilidade — de materiais, métodos, duração das atividades e requisitos — tende a aumentar perdas e dificultar o controle do processo. A redução da variabilidade melhora a previsibilidade e reduz atividades que não agregam valor (Koskela, 1992; Isatto, 2000).
IV. Reduzir o tempo de ciclo
O tempo de ciclo é a soma dos tempos de transporte, espera, processamento e inspeção necessários para produzir um resultado. Reduzi-lo aumenta a rapidez de entrega, facilita o controle e reduz vulnerabilidade do sistema a mudanças (Koskela, 1992).
V. Simplificar por meio da redução do número de passos, partes ou etapas
Quanto maior o número de componentes ou etapas, maior a tendência de crescimento das atividades auxiliares (preparação, movimentação, limpeza, inspeção) e maior a sensibilidade a interferências provocadas pela variabilidade. Simplificar reduz perdas e aumenta a robustez do fluxo (Koskela, 1992).
VI. Aumentar a flexibilidade de saída
Refere-se à capacidade de atender diferentes requisitos do cliente sem aumento substancial de custo. Pode ser obtida por mão de obra polivalente, postergação de decisões e processos construtivos mais flexíveis (Koskela, 1992; Isatto, 2000).
VII. Aumentar a transparência do processo
Processos transparentes tornam problemas e desvios mais fáceis de identificar e aumentam a disponibilidade de informações necessárias para execução e coordenação das atividades, reduzindo dependência de controles formais e retrabalho (Koskela, 1992).
VIII. Focar o controle no processo global
O controle deve priorizar o desempenho do sistema como um todo, e não apenas subprocessos. Em ambientes fragmentados, é comum ocorrer subotimização: melhorias locais com pouco ou nenhum impacto no resultado global (Koskela, 1992).
IX. Introduzir melhoria contínua no processo
A redução de perdas e o aumento de valor possuem caráter incremental e devem ser conduzidos continuamente, com participação das equipes. Trabalho em equipe, gestão participativa, padronização e uso de indicadores sustentam a melhoria ao longo do tempo (Koskela, 1992).
X. Manter equilíbrio entre melhorias nos fluxos e nas conversões
Em processos complexos, o impacto de melhorias nos fluxos pode ser maior do que apenas melhorar conversões. Contudo, fluxos e conversões são interdependentes: melhorar um facilita o outro. O desafio é equilibrar esforços e evitar investimentos isolados que não aumentem a eficiência global (Koskela, 1992).
XI. Fazer benchmarking
Benchmarking é um processo de aprendizagem a partir de práticas de outras organizações consideradas referência. A competitividade resulta da combinação entre melhoria contínua interna e incorporação inteligente de boas práticas externas, com adaptação ao contexto (Koskela, 1992).
O desperdício do making-do
Posteriormente, Koskela (2004) identifica um desperdício particularmente relevante na construção: o making-do — iniciar ou manter uma atividade sem que todos os recursos, informações ou condições necessárias estejam disponíveis. Isso gera retrabalho, baixa qualidade, aumento da variabilidade e riscos à segurança.
Implementação na prática: desafios, adaptação e o Last Planner System
Desafios da implementação da Lean Construction
Apesar de seus fundamentos conceituais sólidos, a implementação da filosofia Lean na construção enfrenta dois grandes desafios.
1) Desafio de adaptação (conceitual e estrutural).
Princípios desenvolvidos no contexto da indústria automobilística japonesa precisam ser adaptados à realidade da construção civil ocidental, caracterizada por projetos únicos, alta variabilidade, fragmentação organizacional e interdependência intensa entre atividades.
2) Desafio cultural (setorial).
A postura conservadora do setor faz com que práticas tradicionais de planejamento, controle e contratação sejam reproduzidas mesmo diante de resultados insatisfatórios de prazo, custo, qualidade e previsibilidade.
Esses desafios explicam por que muitas iniciativas rotuladas como Lean na construção geram ganhos pontuais, mas não transformações sustentáveis no sistema produtivo.
Como destaca Jeffrey Liker (2003), Lean não deve ser entendido como um pacote fixo de práticas, mas como desenvolvimento consciente de princípios adequados a uma organização específica, aplicados de forma disciplinada e consistente.
O papel de pesquisadores e profissionais
Diante desse cenário, o desafio central não é “implantar ferramentas Lean”, mas reinterpretar e adaptar princípios às condições específicas do setor, em um processo contínuo de aprendizado organizacional (Howell, 1999; Koskela, 1992; Isatto, 2000).
Exemplos práticos no canteiro: por que o plano falha
No modelo tradicional, o cronograma indica o que deve ser feito e quando, mas raramente explicita as condições necessárias para a execução. Na prática, isso aparece como:
-
equipes mobilizadas sem materiais;
-
frentes liberadas sem projeto compatibilizado;
-
operários aguardando predecessoras;
-
retrabalho por interferências entre disciplinas.
A Lean Construction torna essas perdas visíveis e gerenciáveis, porque passa a tratar produção como fluxo de materiais, informações e trabalho.
Processo e operação no planejamento semanal: o problema das restrições
A análise por dois eixos — processo (fluxo de materiais e informações) e operação (fluxo de equipes) — fica especialmente clara no planejamento semanal.
Ex.: “iniciar alvenaria” depende de restrições como:
-
liberação estrutural;
-
entrega de blocos no ponto de uso;
-
andaimes;
-
equipe treinada;
-
ausência de interferências com instalações.
Quando essas condições não são verificadas, a obra entra em baixa confiabilidade e improvisação — o cenário típico que sustenta o making-do.
O Last Planner System como resposta prática
É aqui que o Last Planner System (LPS) entra como resposta prática e coerente: ele operacionaliza a Lean Construction ao mudar o planejamento de “o que deveria ser feito” para “o que pode ser feito com confiabilidade”.
O LPS foi desenvolvido por Glenn Ballard e Gregory Howell, e está descrito em trabalhos clássicos como Ballard (2000) e Ballard & Howell (2003).
Na prática, ele introduz três mudanças fundamentais:
-
Planejar com base no trabalho pronto (ready work), não apenas no cronograma;
-
Gerenciar restrições explicitamente antes da execução;
-
Aprender com a variação real (por que o plano falhou e como evitar recorrência).
Com isso, o LPS reduz diretamente o making-do (Koskela, 2004), ao evitar iniciar tarefas sem pré-condições atendidas.
Planejamento por restrições e confiabilidade do fluxo
A lógica do planejamento por restrições desloca o foco de “cobrar cumprimento” para criar condições de execução confiável. Indicadores como Percent Plan Complete (PPC) são usados como instrumento de aprendizado e melhoria do sistema — e não como ferramenta punitiva — permitindo identificar causas recorrentes de não cumprimento e atuar sobre elas.
Síntese: da filosofia à prática no canteiro
A implementação da Lean Construction não ocorre por decreto nem pela adoção isolada de ferramentas. Ela exige reinterpretação do conceito de produção, gestão explícita de restrições e aprendizado contínuo — e o Last Planner System é um dos mecanismos mais consistentes para traduzir essa filosofia em rotinas operacionais de canteiro.
Conclusão
A Lean Construction representa uma mudança de paradigma na forma de planejar, gerenciar e executar projetos de construção. Ao deslocar o foco da simples conversão para o gerenciamento do fluxo e da geração de valor, a abordagem permite reduzir desperdícios, aumentar previsibilidade, melhorar prazos e elevar a qualidade percebida pelos clientes.
Mais do que um conjunto de ferramentas, trata-se de uma filosofia de gestão da produção, fundamentada no Sistema Toyota de Produção e adaptada à complexidade da construção civil.
Referências
BALLARD, Glenn. The Last Planner System of Production Control. 2000. PhD Thesis – University of Birmingham, Birmingham, 2000.
BALLARD, Glenn; HOWELL, Gregory A. An Update on Last Planner. In: 11th Annual Conference of the International Group for Lean Construction (IGLC), 2003.
DAEYOUNG, Kim. Exploratory study of Lean Construction: Assessment of Lean implementation. 2002. Ph.D. Dissertation – The University of Texas at Austin, Austin, 2002.
HOWELL, G. A. What is Lean Construction—1999. In: Proceedings of the 7th Annual Conference of the International Group for Lean Construction, Berkeley, 1999.
ISATTO, E. L. Lean Construction: diretrizes e ferramentas para o controle de perdas na construção civil. Porto Alegre: SEBRAE/RS, 2000.
KOSKELA, Lauri. Application of the new production philosophy to construction. Stanford: CIFE, Stanford University, 1992. (Technical Report No. 72).
KOSKELA, Lauri. Making-Do — the Eighth Category of Waste. In: 12th Annual Conference of the International Group for Lean Construction (IGLC), 2004.
LIKER, Jeffrey K. The Toyota Way Fieldbook. New York: McGraw-Hill, 2003.
OHNO, Taiichi. O Sistema Toyota de Produção: além da produção em larga escala. Porto Alegre: Bookman, 1997.
WOMACK, James P.; JONES, Daniel T.; ROOS, Daniel. The Machine That Changed the World. New York: Rawson Associates, 1990.
WOMACK, James P.; JONES, Daniel T. Lean Thinking: Banish Waste and Create Wealth in Your Corporation. New York: Simon & Schuster, 1996.
Deixe seu comentário

