Categoria: Blog
Ferramentas da Qualidade na Análise e Melhoria de Processos
Marcelo Toledo • 6/01/2020 • 6 anos atrásIntrodução
Na prática da melhoria contínua, tanto em ambientes industriais quanto em serviços, é comum associar problemas complexos a soluções igualmente complexas. No entanto, a experiência demonstra que muitos problemas relevantes podem ser analisados e resolvidos de forma eficaz por meio da aplicação disciplinada de ferramentas simples — desde que corretamente compreendidas e bem utilizadas.
As ferramentas da qualidade constituem um conjunto estruturado de técnicas voltadas à definição, mensuração, análise e solução de problemas que interferem no desempenho dos processos. Quando integradas a sistemas de gestão e métodos de melhoria, essas ferramentas oferecem uma base analítica sólida para decisões técnicas, evitando abordagens intuitivas ou puramente reativas.
Segundo Malik e Schiesari (1998), as ferramentas da qualidade são técnicas utilizadas com a finalidade de definir, mensurar, analisar e propor soluções para problemas que afetam o desempenho dos processos de trabalho. Seu uso é recorrente em programas de gestão da qualidade, produtividade e melhoria contínua, independentemente do setor de atuação.
Ferramentas da qualidade na gestão de processos
Na implantação e consolidação de sistemas de gestão da qualidade e produtividade, diversas ferramentas podem ser empregadas de forma complementar. Pertence e Melleiro (2010) destacam, entre outras:
-
Programa 5S
-
Ciclo PDCA
-
Gráfico de Pareto
-
Fluxograma
-
Diagrama de dispersão
-
Gráficos de controle
-
Folha de verificação
-
Diagrama de causa e efeito (Ishikawa)
-
Histograma
-
Brainstorming
Essas ferramentas não devem ser vistas como recursos isolados, mas como elementos integrados a uma lógica de análise de processos, identificação de causas e sustentação de melhorias.
As ferramentas da qualidade fazem parte do Controle Estatístico de Processo?
Sim. Um subconjunto relevante das ferramentas da qualidade integra o Controle Estatístico de Processo (CEP), que consiste em uma coleção estruturada de métodos estatísticos voltados à obtenção da estabilidade do processo e à melhoria de sua capacidade por meio da redução da variabilidade.
De acordo com Montgomery (2013), o CEP é aplicável a qualquer processo no qual seja possível coletar dados ao longo do tempo. Suas sete ferramentas clássicas incluem:
-
Histograma
-
Folha de verificação
-
Gráfico de Pareto
-
Diagrama de causa e efeito (Ishikawa)
-
Diagrama de concentração de defeitos
-
Diagrama de dispersão
-
Gráficos de controle
Essas ferramentas permitem transformar dados brutos em informação útil, facilitando a identificação de padrões, tendências e anomalias no desempenho dos processos.
Histograma: visualizando a variabilidade
Conforme destacado por Montgomery (2013), duas unidades produzidas por um mesmo processo nunca são exatamente idênticas. Essa variabilidade, embora inerente, nem sempre é facilmente percebida quando os dados são organizados apenas em tabelas.
Uma forma eficaz de contornar esse problema é reorganizar os dados em uma distribuição de frequências, representada graficamente por meio de um histograma. O histograma permite visualizar a forma da distribuição, a tendência central e a dispersão dos dados.
Lucinda (2010) define o histograma como um gráfico de colunas que representa a distribuição de um conjunto de dados dentro de uma determinada faixa de valores, possibilitando uma compreensão intuitiva do comportamento do processo.
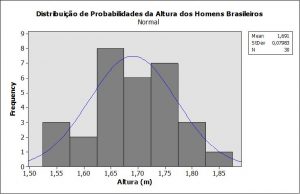
Figura 1 – Exemplo de histograma da altura de homens brasileiros. Fonte: Elaborado pelo autor.
Folha de verificação: reduzindo esforço na coleta de dados
No estudo da distribuição de um item de controle, a construção de histogramas geralmente exige a coleta de um grande volume de dados. Quando essa coleta é feita sem planejamento, ocorre uma duplicação de esforços: primeiro registra-se o dado bruto e, posteriormente, ele é reclassificado para construção do gráfico.
Esse problema pode ser eliminado por meio do uso de uma folha de verificação, que permite classificar os dados no momento da coleta. Assim, ao final do período de medição, o histograma já está praticamente construído.
Werkema (2014) destaca que a folha de verificação é uma ferramenta simples, porém extremamente eficaz para organizar dados de forma estruturada e confiável, especialmente nas fases iniciais de análise de processos.
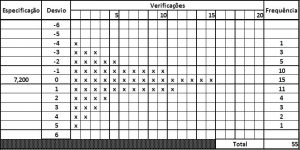
Figura 2 – Exemplo de folha de verificação para coleta de dados. Fonte: Elaborado pelo autor.
Gráfico de Pareto: priorização objetiva das melhorias
Na maioria das situações, não é viável atuar simultaneamente sobre todos os problemas identificados em um processo. Torna-se, portanto, necessário estabelecer prioridades de forma objetiva.
Segundo Slack, Chambers e Johnston (2009), o gráfico de Pareto é uma técnica relativamente direta que consiste em classificar problemas ou causas de problemas em ordem decrescente de importância. Sua lógica baseia-se no princípio de que, frequentemente, poucas causas são responsáveis pela maior parte dos efeitos indesejáveis.
Vieira (2014) ressalta que o gráfico de Pareto é amplamente utilizado para identificar as principais fontes de perdas, defeitos ou reclamações, tanto em ambientes industriais quanto em serviços, orientando o direcionamento dos esforços de melhoria.

Figura 3 – Exemplo de gráfico de Pareto. Fonte: Elaborado pelo autor.
Diagrama de causa e efeito: estruturando a análise causal
Após a priorização dos problemas, torna-se necessário compreender suas causas. O diagrama de causa e efeito, também conhecido como diagrama de Ishikawa, é uma das ferramentas mais utilizadas para esse fim.
Essa ferramenta organiza as possíveis causas de um problema em categorias, facilitando a análise sistemática e evitando abordagens superficiais. Slack, Chambers e Johnston (2009) destacam que o diagrama de causa e efeito se tornou amplamente utilizado em programas de melhoria justamente por estimular o pensamento estruturado.
Tradicionalmente, as categorias incluem método, máquina, material, mão de obra, meio ambiente e medição, embora outras categorias possam ser utilizadas conforme o contexto do processo (Bloch; Geitner, 2014).
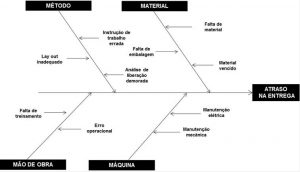
Figura 4 – Exemplo de diagrama de causa e efeito. Fonte: Elaborado pelo autor
Diagrama de concentração de defeitos: quando a localização importa
Em alguns problemas de qualidade, a localização do defeito no produto, equipamento ou processo é uma informação crítica. Nessas situações, o diagrama de concentração de defeitos é particularmente útil.
Essa ferramenta consiste em uma representação gráfica da unidade analisada, sobre a qual são marcadas as ocorrências dos defeitos. Quando um número suficiente de observações é utilizado, frequentemente surgem padrões espaciais cuja interpretação fornece informações valiosas sobre causas potenciais (Montgomery, 2013).

Figura 5 – Modelo de diagrama de concentração de defeitos. Fonte: Elaborado pelo autor
Diagrama de dispersão: investigando relações potenciais
Quando o objetivo é analisar possíveis relações entre duas variáveis, o diagrama de dispersão é a ferramenta mais indicada. Os dados são coletados aos pares e representados graficamente, permitindo observar padrões lineares ou não lineares.
Montgomery (2013) ressalta que o diagrama de dispersão permite identificar a existência de relacionamento entre variáveis, mas não comprova, por si só, uma relação de causa e efeito. Conforme observam Slack, Chambers e Johnston (2009), mesmo relações fortes devem ser interpretadas com cautela e, sempre que possível, validadas por análises estatísticas adicionais.
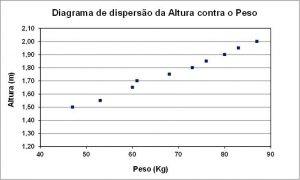
Figura 6 – Diagrama de dispersão entre altura e peso. Fonte: Elaborado pelo autor.
Gráficos de controle e o objetivo do CEP
O principal objetivo do Controle Estatístico de Processo é detectar rapidamente a ocorrência de causas especiais de variação, permitindo a investigação do processo e a adoção de ações corretivas antes que um número significativo de unidades não conformes seja produzido (Montgomery, 2013).
Os gráficos de controle monitoram o comportamento do processo ao longo do tempo, distinguindo variações naturais (causas comuns) de variações anormais (causas especiais). Quando apenas causas comuns estão presentes, o processo é considerado sob controle estatístico (Werkema, 2014).
Fatores como falhas de equipamentos, erros operacionais, variações ambientais e mudanças nas propriedades das matérias-primas são exemplos típicos de causas especiais, cuja presença indica um desempenho inaceitável do processo (Navidi, 2010).

Figura 7 – Carta de controle para valores individuais (I-MR). Fonte: Elaborado pelo autor.
Resultados obtidos com o uso das ferramentas da qualidade
Quando utilizadas de forma correta e integrada, as ferramentas da qualidade podem gerar resultados significativos para as organizações, tais como:
-
Elevação dos níveis de qualidade por meio da solução eficaz de problemas
-
Redução de custos, decorrente de processos mais estáveis e uniformes
-
Melhoria na execução de projetos
-
Maior cooperação entre áreas e níveis organizacionais
-
Identificação sistemática de problemas em processos, produtos e fornecedores
-
Identificação e eliminação de causas raiz de forma estruturada
Considerações finais
As ferramentas da qualidade constituem a base de qualquer programa consistente de melhoria contínua. Mais do que conhecer seus nomes, é fundamental compreender quando, por que e como aplicá-las.
O domínio dessas ferramentas permite transformar dados em conhecimento, sustentar decisões técnicas e construir melhorias duradouras — tanto em ambientes industriais quanto em serviços.
Referências
BLOCH, H. P.; GEITNER, F. K. Análise e solução de falhas em sistemas mecânicos. 4. ed. Rio de Janeiro: Elsevier, 2014.
LUCINDA, M. A. Qualidade: fundamentos e práticas para cursos de graduação. Rio de Janeiro: Brasport, 2010.
MALIK, A. M.; SCHIESARI, L. M. C. Qualidade na gestão local de serviços e ações de saúde. São Paulo: Faculdade de Saúde Pública da USP, 1998.
MONTGOMERY, D. C. Introduction to statistical quality control. 7. ed. New York: John Wiley & Sons, 2013.
NAVIDI, W. Statistics for engineers and scientists. 3. ed. New York: McGraw-Hill, 2010.
PERTENCE, P. P.; MELLEIRO, M. M. Implantação de ferramenta de gestão da qualidade em hospital universitário. Revista da Escola de Enfermagem da USP, v. 44, n. 4, p. 1024–1031, 2010.
SLACK, N.; CHAMBERS, S.; JOHNSTON, R. Administração da produção. 3. ed. São Paulo: Atlas, 2009.
VIEIRA, S. Estatística para a qualidade. 3. ed. Rio de Janeiro: Elsevier, 2014.
WERKEMA, C. Ferramentas estatísticas básicas do Lean Seis Sigma integradas ao PDCA e DMAIC. Rio de Janeiro: Elsevier, 2014.
Deixe seu comentário

